咨询热线13377772511



1、稳定性高:全数字集成电路,采用美国进口高性能抗干扰处理器,同时减少元器件的数目、简化硬件结构,从而提高系统的可靠性。
2、频率自动跟踪:数字频率合成技术结合数字锁相环频率跟踪的复合控制技术,可以消除温度、静载荷、加工面积、工具磨损等因素漂移常规模拟调节器难以克服的缺点,有利于参数调节,便于通过程序软件的修改,方便地调整控制方案和实现多种新型控制策略。
3、出力强劲:IGBT功率模块的运用加上他激式震荡电路结构,使输出功率是传统自激式电路的1.5倍以上。
4、振幅无极调节:振幅可在调整过程中瞬间增加或减少,也可微调,有效防止大小胶件均能完美焊接 ,有效 减少激穿、烫伤等。不良品振幅的设置范围10%~100%
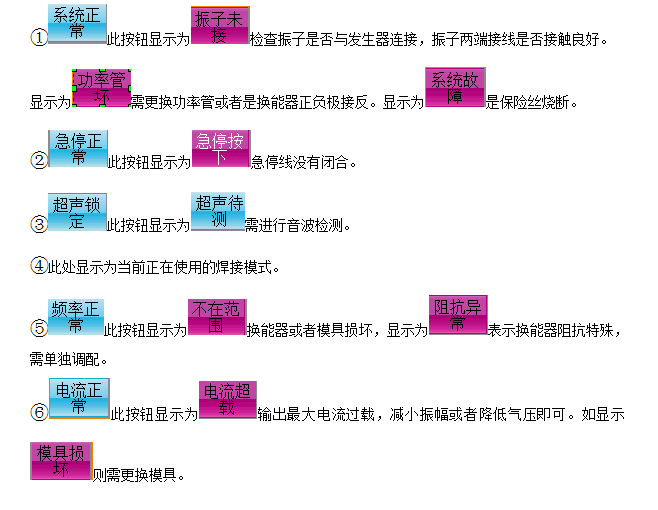
5、智能三项保护及故障报警提示:模具电流过高保护,频率偏移保护,总输出过大保护。设备发生故障,发生器会立即停止工作,并作出相应故障原因提示,直至技术人员排除故障。
6、智能闭合回路振幅控制技术实现的振幅大小调节,不受输入电源电压和负载的波动的影响保持恒定的振幅输出。
7、两种焊接模式任意切换,使焊接精度更高,效果更好。
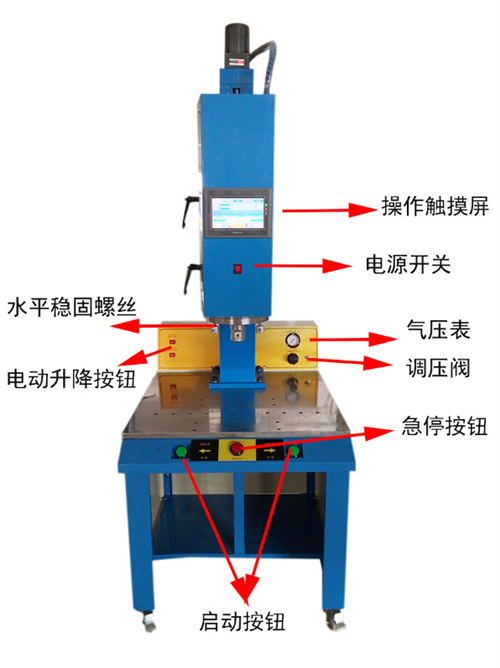
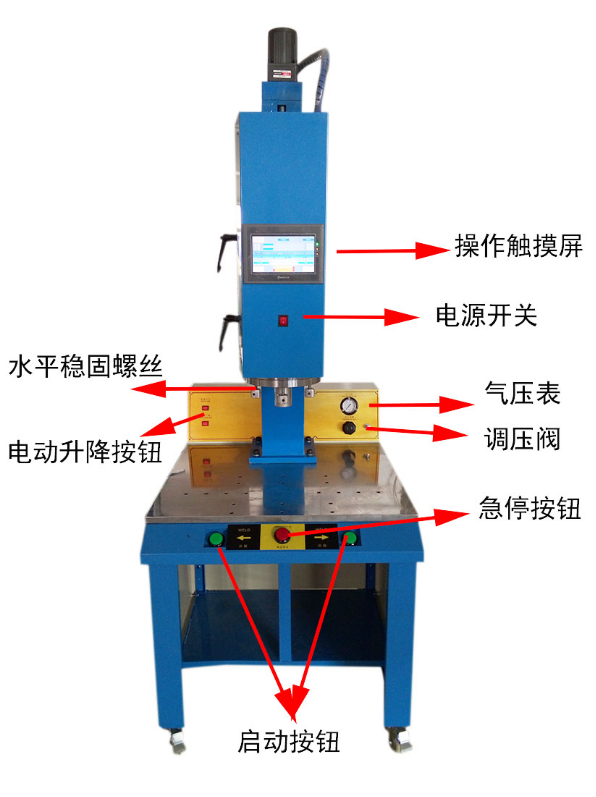
一、HZ-X-1542超声波结构
二、操作界面介绍
(1)连接电源线,按下电源开关,显示如下图
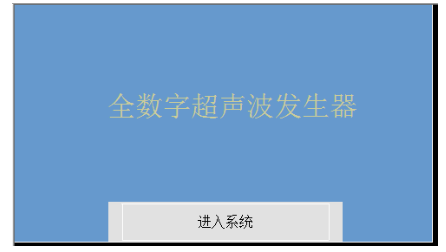
(2)等到触摸屏右下方com信号灯闪烁时才能点击进入系统。
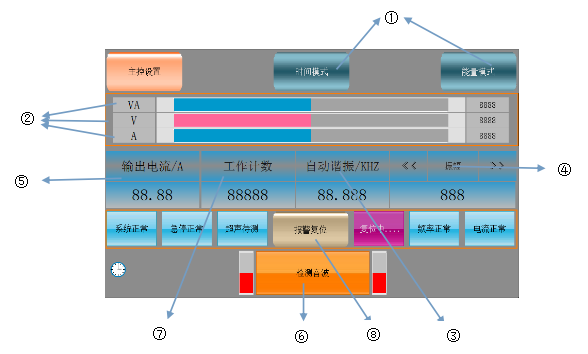
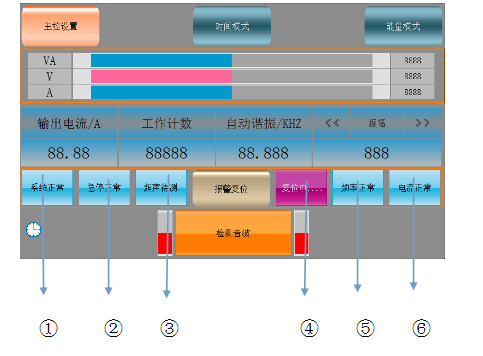
①焊接模式切换键,选择任意一种模式,进入相对应的操作界面。
②系统运行状况。
③于发生器连接的换能器模具谐振频率。
④振幅调节按键,可通过《《和》》调节振幅大小,也可直接点击“振幅”输入所需振幅。
⑤当前电流显示
⑥音波检测。
⑦工作计数器
⑧报警解除。
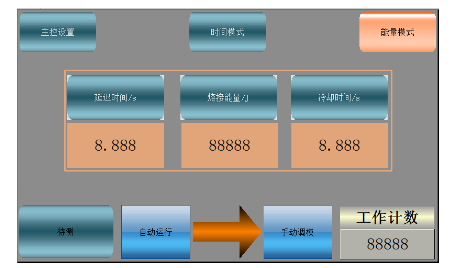
(3)选择时间模式如下图
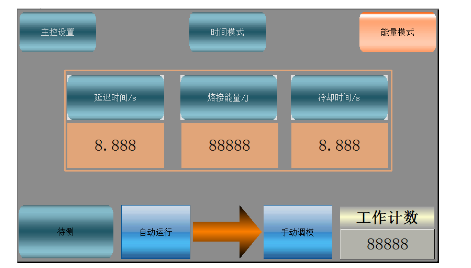
①延迟时间:触发启动开关到开始超声的时间。
②熔接时间:超声开始到超声结束的时间。
③冷却时间:胶件冷却固化所需时间。
④自动焊接。
⑤手动调模。
⑥显示“待测”需要返回主控设置进行音波检测并锁定相匹配的换能器和模具频率才可使用。
配的换能器和模具频率才可使用。
(4)选择能量模式如下图
能量模式与时间模式区别是用设定熔接胶件所需的能量代替熔接胶件所需的时间,这样确保每个胶件获得的能量相同。
一、发生器正常情况下主控界面如下