咨询热线13377772511



1、稳定性高:全数字集成电路,采用美国进口高性能抗干扰处理器,同时减少元器件的数目、简化硬件结构,从而提高系统的可靠性。
2、频率自动跟踪:数字频率合成技术结合数字锁相环频率跟踪的复合控制技术,可以消除温度、静载荷、加工面积、工具磨损等因素漂移常规模拟调节器难以克服的缺点,有利于参数调节,便于通过程序软件的修改,方便地调整控制方案和实现多种新型控制策略。
3、出力强劲:IGBT功率模块的运用加上他激式震荡电路结构,使输出功率是传统自激式电路的1.5倍以上。
4、可设置储存100组模具不同的焊接参数。在设备上找到每套模具焊接的最佳参数并储存为组,下次调机时可选择储存参数的对应组可快速自动调整到最佳参数。
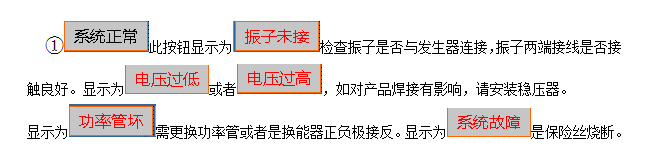
5、智能三项保护及故障报警提示:模具电流过高保护,频率偏移保护,总输出过大保护。设备发生故障,发生器会立即停止工作,并作出相应故障原因提示,直至技术人员排除故障。
6、智能闭合回路振幅控制技术实现的振幅大小调节,不受输入电源电压和负载的波动的影响保持恒定的振幅输出。
7、四;种焊接模式任意切换,每种都融入了该设备自带的磁栅尺和能量监控优势,弥补了传统焊接模式的不足,使焊接精度更高,效果更好。
8、振幅无极调节:振幅可在调整过程中瞬间增加或减少,也可微调,有效防止大小胶件均能完美焊接 ,有效减少激穿、烫伤等。不良品振幅的设置范围10%~100%
9、配方调用:可把每个模具焊接产品时的最佳参数组储存到对应的编号,下次使用时可直接选择储存有参数的编号使用,各个部分参数即可恢复储存时的参数
10、焊接记录查询,支持下载功能。
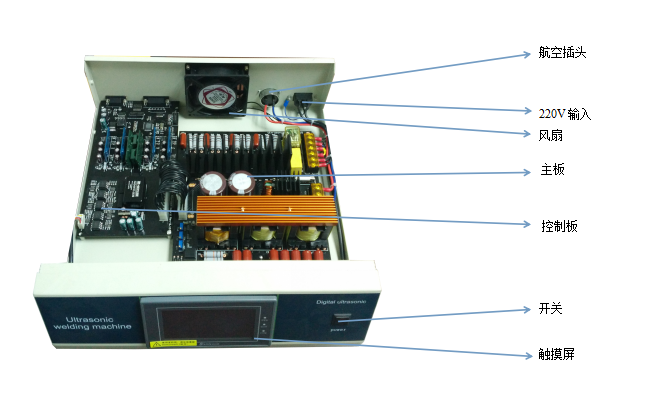
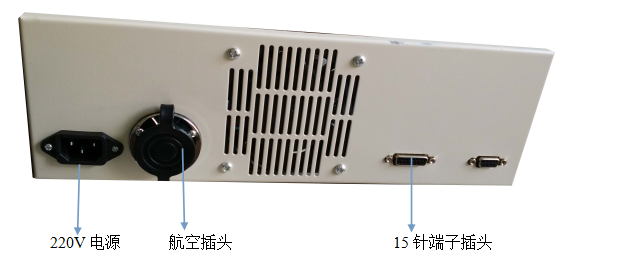
一、HZ-P-7.1系列超声波发生器结构
(2)接线说明
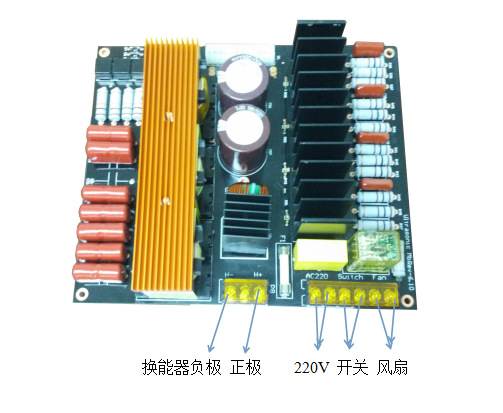
1、内部主板接线如下图
(2)发生器外部接线如下图
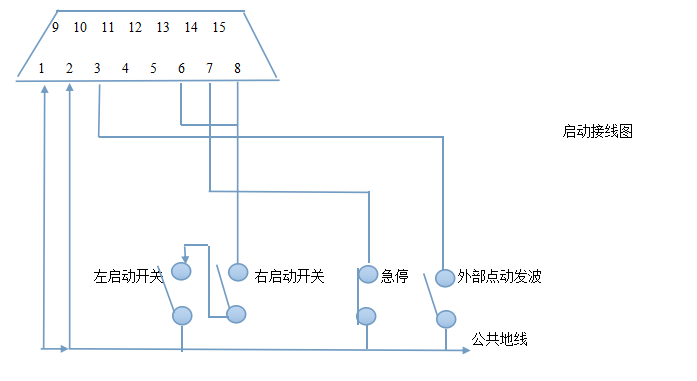
(3)15针控制端子接线图
1脚 和2接内部是连接的,为公共24V-
2脚 黄色 公共24V-
3脚 外部发波控制 用于长发波电箱 标准塑焊机不用接
6.8脚 绿色 启动
7脚 红色 停止
9脚 橙色 24v+
10脚 黑色 下降电磁阀 和9脚接电磁阀
11脚 白色 上升电磁阀 接上升电磁阀(深度款电磁阀4V230C专用接线,标准机器不接)
12脚 电箱故障异常输出信号 和9脚接继电器报警
13脚 焊接结束信号 和9脚一起接继电器
三、操作界面介绍
(1)连接好随发生器配备的航空插头、15针端口,电源线,急停线一定要按接线图所示闭合,按下电源开关,显示如下图
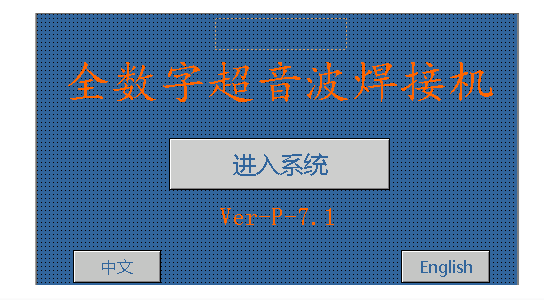
(2)点击进入系统显示如下图
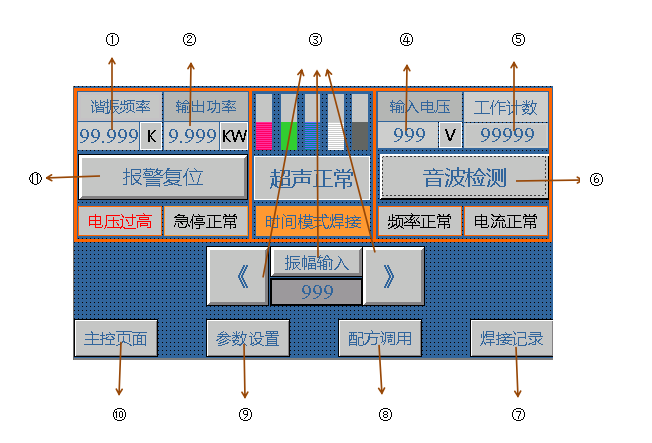
①设备的谐振频率。
②显示工作时输出的功率。
③振幅调节按钮。
④输入电源电压。
⑤计数器,点击按钮可清零。
⑥音波检测。
⑦进入焊接记录参数查询。
⑧模具参数配方选择。
⑨焊接参数设置。
⑩返回主控界面。
⑪报警复位键。
(3)选择参数设置如下图
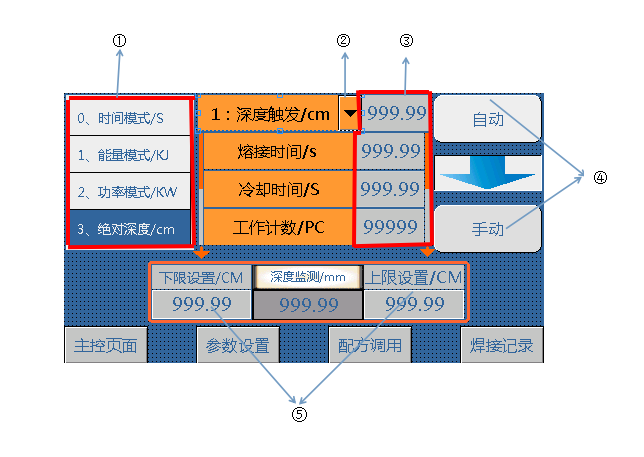
①焊接模式选择区,可择时间、能量、功率和深度四种焊接模式。
②触发方式选择,可选择时间触发或者深度触发。
③焊接参数设置区,点击数字进入设置状态。
④手动、自动按钮,安装模具时选择手动模式,安装完成后选择自动模式。
⑤焊头停止区域监测,辅助判断焊接产品是否合格。
(4)配方调用
先把模具编号,再把模具焊接产品时的最佳参数组储存到对应的编号,下次使用该模具时可直接选择储存有参数的对应编号使用,各个部分参数即可恢复储存时的参数。配方调用大大提高了调模的效率,储存参数及使用如下图
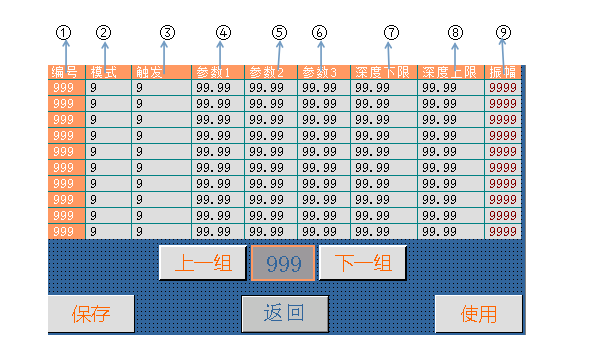
①编号:参数储存编号与模具编号一致。
②模式:数字代表焊接模式,0为时间焊接1为能量焊接2为功率焊接3为绝对深度焊接。
③触发:0为时间触发1为深度触发。
④⑤⑥参数:焊接参数
⑦⑧深度上下限:焊头停止区域监测,辅助判断焊接产品是否合格。
⑨振幅。
保存:选择任意编号再点击保存即可储存当前正在使用的焊接参数。
使用:选择需要的编号参数组点击使用,当前焊接参数即会自动恢复为此编号上的参数。
(5)记录查询如图

一、故障排除
发生器正常情况下主控界面如下